
干压成型简介
日期:2025-06-18 阅读:1次 作者: 技术知识
常规方法有单向加压,双向加压(双向同时加压,双向分别加压),四向加压等。改进的干压成型有振动压制和磁场压制(适用于金属粉末)等。
干压成型的优点是生产效率高,人工少、废品率低,生产周期短,生产的制品密度大、强度高,适合大批量工业化生产;缺点是成型产品的形状有较大限制,模具造价高,坯体强度低,坯体内部致密性不一致,组织架构的均匀性相对较差等。在陶瓷生产领域以干压方法制造的产品主要有瓷砖、耐磨瓷衬瓷片、密封环等。
.方形尺寸与个数:360×180mm×10个3.底板材质:10mm厚亚克力板雕刻
4.表面加工:喷漆后UV喷印,上光油5.黏结方式:玻璃胶粘贴6.安装方法:机具、人工、制作安装10个
及地图(户外高清喷涂 广告画) 有专业公司制作及安装 详细的细节内容有业主确定6.4m²
中文立体字:8mm 亚克力烤漆 英文立体字:5mm 亚克力烤漆 铝型材磁吸画框+高精度写线
常规方法有单向加压,双向加压(双向同时加压,双向分别加压),四向加压等。改进的干压成型有振动压制和磁场压制(适用于金属粉末)等。
干压成型是将粉料(含水分5%~8%)装入金属模具中,在力的作用下加以压缩(通常为单向加压),坯料内空隙中的气体部分排出,颗粒发生位移、逐步靠拢,互相紧密咬合,最终形成截面与模具截面相同、上下两面形状由模具上下压头决定的坯体。成型坯体内孑L隙尺寸显著变小,数量大幅度减少,密度明显提高,并具有了一定的强度。
当粉料为很细的瘠性粉料时,将对成型产生不利的影响:一是粉料流动性差和拱桥效应,影响对模腔的均匀填充;二是粉体越细、松装高度越大,压缩比越大,易使坯体密度不均匀;三是孔隙中气体较难排出,易因弹性后效作用使坯体产生层裂。故本实验采用加压造粒法,即将细粉与黏结剂混合后,在18~36MPa压力下压成大块,再弄碎、过筛,制成较粗的、流动性好的团粒。由于团粒与细粉相比尺寸显著增大、体积密度提高,流动性也显著改善。造粒常用的黏结剂有PVA(聚乙烯醇)、PEG(聚乙二醇)、CMC(羧甲基纤维素钠)等多种,要考虑到黏结剂后续还要烧掉,故应选择挥发性好、残留组分少的黏结剂(如PVA)为宜,用量一般为粉料质量的l%~3%。
查干浩特旅游经济开发区位于白城市西北部,地处吉林、内蒙古、黑龙江三省(区)交界处。距白城、乌兰浩特(红城之意)两市均为45公里。图乌公路贯穿全区;白阿铁路可直达北京、哈尔滨,长春等大中城市;乌兰浩特一...
有个滚头 底下是个石膏模具,这两个东西同时转动,人工把上面的滚头向下慢慢挤压,滚头和模具同时转动并且挤压后产生的挤压力和离心力把多余的泥巴排除,粘附在模具上的泥巴就成型了!
1. 粉体的性质,包括粒度、粒度分布、形状、含水率等。2. 添加剂特性及使用效果。好的添加剂能大大的提升粉体的流动性、填充密度和分布的均匀程度,来提升坯体的成型性能。3. 压制过程中的压力、加压方式和加压速度,一般地说,压力越大坯体密度越大,双向加压性能优于单向加压,同时加压速度、保压时间、卸压速度等都对坯体性能也有较大影响。
①粉料具有较高的体积密度,以降低其压缩比。因为干压成型是将料填充在钢模型腔中压制成型的,模腔深度随压缩比的增大而增高,而模腔越深则越难压紧,影响产品质量。
②粉料流动性要好。良好的流动性可保证压制时颗粒间的内摩擦小,粉料能顺利地填满模型的各个角落。
③粉料要有合理的颗粒级配。从最紧密堆积原理出发,较好级配的颗粒,且细粉尽可能少,能够大大减少空气含量,并降低压缩比,提高流动性。
影响干压成型性能的因素很多,除了粉体的性能外,主要是压制方式和压制制度和润滑剂的使用。
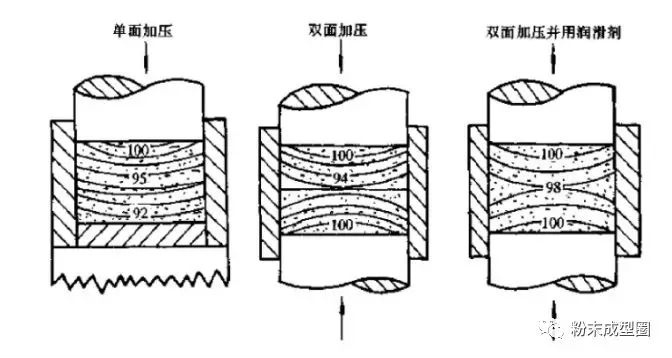
(1)压制方式的影响。由于颗粒间内摩擦和颗粒与模壁的外摩擦会造成压力损失,单向加压容易在压坯高度方向和横截面上产生密度不均匀现象,尤其当压坯高径比值较大时更明显。为此可采用双向加压或两次先后加压来减少这种现象。
(2)压制压力的影响。当压坯截面面积和形状一定时,在一定的范围内,压力增大有利于压坯密度的提高,但在接近密度的极限值时,再提高压制压力无助于密度进一步提升,且易出现层裂或损坏模具。对结构陶瓷,压力在70~100MPa为宜。
(3)保压时间的影响。为使坯体内压力传递充分,有利于压坯中密度分布均匀,以及有利于更多气体沿缝隙排出,必须要有足够的保压时间。
研究了以酚醛树脂和磷酸二氢铝为复合粘结剂的氧化铝陶瓷干压成型。无机粘结剂磷酸二氢铝的使用一方面减少了有机添加剂的用量,另一方面保证了坯体在烧结前的强度。以酚醛树脂和磷酸二氢铝为粘结剂体系制备的氧化铝陶瓷坯体弹性回复率小,脱模后的坯体无分层、裂纹、表面剥离等缺陷,烧结后的试块无变形无裂纹,内部无大气孔。
氮化硅陶瓷干压成型:干压成型或模压成型,一种金属粉末和氮化硅陶瓷陶瓷粉末的成型方法,就是将干粉 坯料填充入金属模腔中,施以压力使其成为致密坯体。
氮化硅陶瓷干压成型的原理:高纯度粉体属于瘠性材料,用传统工艺无法使之成型。 首先, 通过加入一 定量的表面活性剂,改变粉体表面性质,包括改变颗粒表面吸附性能,改变粉体颗粒形状, 由此减少超细粉的团聚效应, 使之均匀分布; 加入润滑剂减少颗粒之间及颗粒与模具表面的 摩擦; 加入黏合剂增强粉料的粘结强度。 将粉体进行上述预处理后装入模具, 用压机或专用 干压成型机以很多压力和压制方式使粉料成为致密坯体。
氮化硅陶瓷干压成型的特点:干压成型的优点是生产效率高,人工少、废品率低,生产周期短,生产的 制品密度大、强度高,适合大批量工业化生产;缺点是成型产品的形状有较大限制,模具造 价高,坯体强度低,坯体内部致密性不一致,组织架构的均匀性相对较差等。


陶瓷常用的成型方法有干压、流延以及注射,其中干压成型是应用最广泛的一种成型工艺,也是手机陶瓷背板主流的成型工艺之一,小米MIX系列的陶瓷后盖都是干压成型的。今天,我们就来仔细地了解一下陶瓷干压成型工艺。
干压成型又称模压成型,是最常用的成型方法之一。干压成型是将经过造粒后流动性好,颗粒级配合适的粉料,装入金属模腔内,通过压头施加压力,压头在模腔内位移,传递压力,使模腔内粉体颗粒重排变形而被压实,形成具有一定强度和形状的陶瓷素坯。
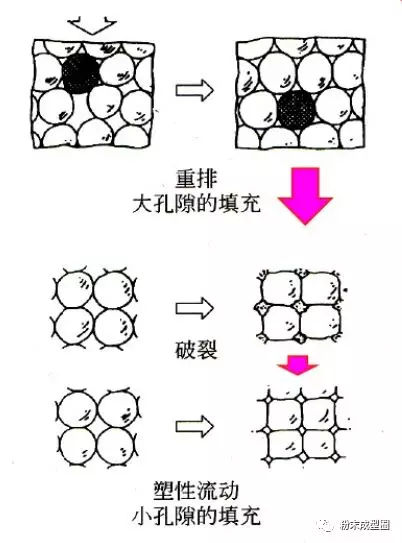
图 干压成型示意图及坯体中密度分布,图片来源于,上传者iacinom
干压成型工艺成型效率高,成型制品尺寸偏差小,特别适宜于各种截面厚度较小的陶瓷制品制备,如陶瓷密封环、阀门用陶瓷阀芯、陶瓷衬板、陶瓷内衬等。
氧化锆陶瓷的成型有干压成型、等静压成型、注浆成型、热压铸成型、流延成型、注射成型、塑性挤压成型、胶态凝固成型等。其中使用最广泛的是注塑与干压成型。
注浆成型的成型的过程包括物理脱水过程和化学凝聚过程,物理脱水通过多孔的石膏模的毛细作用排除浆料中的水分,化学凝聚过程是因为在石膏模表面CaSO4 的溶解生成的Ca2 提高了浆料中的离子强度,造成浆料的絮凝。在物理脱水和化学凝聚的作用下,陶瓷粉体颗粒在石膏模壁上沉积成型。注浆成型适合制备形状复杂的大型陶瓷部件,但坯体质量,包括外形、密度、强度等都较差,工人劳动强度大且不适合自动化作业。
热压注成型是在较高温度下(60~100℃)使陶瓷粉体与粘结剂(石蜡)混合,获得热压铸用的料浆,浆料在压缩空气的作用下注入金属模具,保压冷却,脱模得到蜡坯,蜡坯在惰性粉料保护下脱蜡后得到素坯,素坯再经高温烧结成瓷。热压注成型的生坯尺寸精确,内部结构均匀,模具磨损较小,生产效率高,适合各种原料。蜡浆和模具的温度需严控,否则会引起欠注或变形,因此不适合用来制造大型部件,同时两步烧成工艺较为复杂,能耗较高。
流延成型是把陶瓷粉料与大量的有机粘结剂、增塑剂、分散剂等充分混合,得到可以流动的粘稠浆料,把浆料加入流延机的料斗,用刮刀控制厚度,经加料嘴向传送带流出,烘干后得到膜坯。此工艺适合制备薄膜材料,为了获得较好的柔韧性而加入大量的有机物,要求严控工艺参数,否则易造成起皮、条纹、薄膜强度低或不易剥离等缺陷。所用的有机物有毒性,会产生环境污染,应尽可能采用无毒或少毒体系,减少环境污染 。
相关内容
- 最近更新
- •高性能粉末高温合金大尺度热揉捏棒材
- •天安新材2023年年度董事会经营评述
- •2023年中国建筑陶瓷墙地砖行业市场投资前景分析报告—智研咨询
- •中国瓷砖行业现状深度研究与投资前景预测报告(2022-2029年)
- •三环集团:2020年度创业板非公开发行A股股票征集资金运用可行性剖析陈述
- •中国重磅发布!超大型热等静压装备引发全球关注
- •九菱科技2022年年度董事会经营评述
- •智研咨询重磅发布:中国建筑陶瓷墙地砖行业市场
- •粉末冶金多孔材料
- •试验室 - OFweek电子工程网
- •伊之密接待133家机构调研包括Fidelity Asia Holdings Pte Limited、Point72 HongKoLimed、百